Ограничение водопритока в горизонтальных стволах.
Опубликовано: 09.10.2018
На сегодняшний день бурение горизонтальных скважин остается одним из наиболее эффективных способов повышения нефтеотдачи пластов как старых,
так и новых нефтяных месторождений. Благодаря большой поверхности фильтрации горизонтального ствола достигаются высокие (по сравнению с вертикальными стволами) дебиты нефти. Однако вследствие того, что вскрытый горизонтальным стволом участок коллектора литологически неоднороден, в ходе эксплуатации горизонтальная часть ствола со временем может обводниться.X Span Casing/Tubing Patches
Для ограничения водопритока в горизонтальном стволе сегодня могут применяться специальные хвостовики, оснащенные техническими средствами с набухающими пакерами, позволяющие проводить подключение-отключение отдельных участков, селективную стимуляцию или изоляцию, многозонный ГРП и т.д. И в последнее время спуск таких хвостовиков находит все большее применение на месторождениях ПАО «Татнефть», способствуя снижению рисков обводненности при их разработке и эксплуатации.
Вместе с тем технология использования набухающих пакеров требует особого подхода к подготовке ствола перед спуском оборудования в скважину.
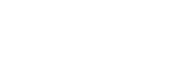
09.08.2015 Инженерная практика №08/2015 Ибрагимов Артур Равильевич Ведущий инженер ПАО «Татнефть»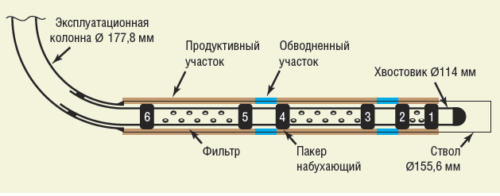 Рис. 1. Пример расположения пакеров в горизонтальном стволе
Рис. 1. Пример расположения пакеров в горизонтальном стволе
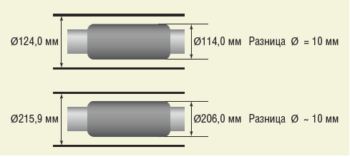 Рис. 2. Основные параметры при выборе диаметра пакеров
Рис. 2. Основные параметры при выборе диаметра пакеров
Вне зависимости от сечения открытого ствола скважины разница диаметров эластомера и ствола при использовании набухающих пакеров должна составлять не менее 10 мм. Так, в ствол скважины диаметром 124 мм необходимо спускать пакеры диаметром 114 мм, а в 215,9-мм ствол – пакеры диаметром 206 мм (рис. 1, 2).
В отличие от КНБК для бурения оснастка хвостовика, как правило, обладает иными габаритными размерами, прочностными и деформационными характеристиками. Применяемый при изготовлении пакеров эластомер также отличается от сплавов по жесткости, плотности и коэффициенту сопротивления в породе. Все эти характеристики должны быть учтены перед спуском хвостовика с пакерами.
Во время проведения первых опытных работ в 2014 году у инженеров ПАО «Татнефть» возникали сложности, связанные с прохождением хвостовика с набухающими пакерами в открытом стволе скважины. В особенности это проявлялось при спуске оборудования в терригенные коллекторы (рис. 3).
 Рис. 3. Первый спуск комбинированного хвостовика в скважину
Рис. 3. Первый спуск комбинированного хвостовика в скважину
В связи с этим при расчетах и подборе КНБК было предложено использовать так называемый эффективный диаметр, равный половине суммы диаметров ствола и центраторов или двигателя, что позволило решить задачу подготовки стволов диаметром 144 и 156 мм (рис. 4).
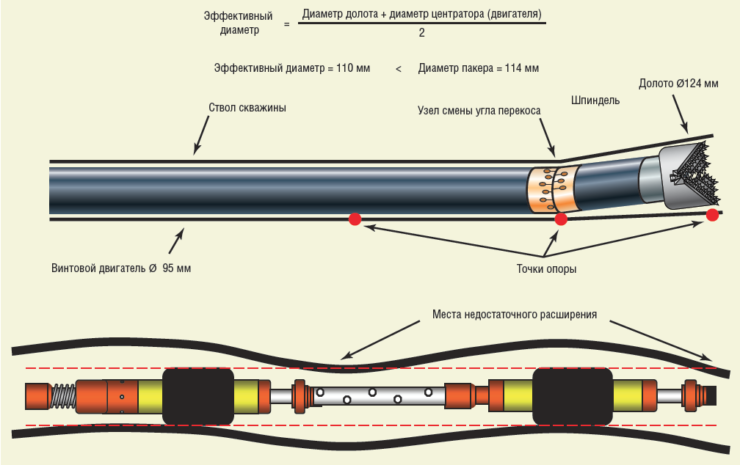 Рис. 4. Расчет эффективного диаметра
Рис. 4. Расчет эффективного диаметра
Применявшаяся на тот момент в компании технология бурения горизонтального ствола предусматривала использование шарошечного долота в паре с гидравлическим забойным двигателем (ГЗД). Однако у ГЗД отечественного производства отсутствовали корпусные центраторы на шпинделе, поэтому долото диаметром 124 мм и двигатель диаметром 95 мм формировали ствол с эффективным диаметром 110 мм, то есть меньше диаметра эластомера, равного 114 мм.
Это приводило к нарушению целостности эластомеров, и для обеспечения прохождения пакеров горизонтальный ствол приходилось прорабатывать жесткой «гантелеобразной» компоновкой, состоявшей из двух калибраторов, установленных на отрезке утяжеленной бурильной трубы (УБТ) длиной 2 м (рис. 5). С целью снижения рисков повреждения пакеров мы производили шаблонировку ствола компоновкой, имитировавшей габаритные размеры хвостовика с пакерами. И на проведение данной операции, конечно, затрачивалось дополнительное время.
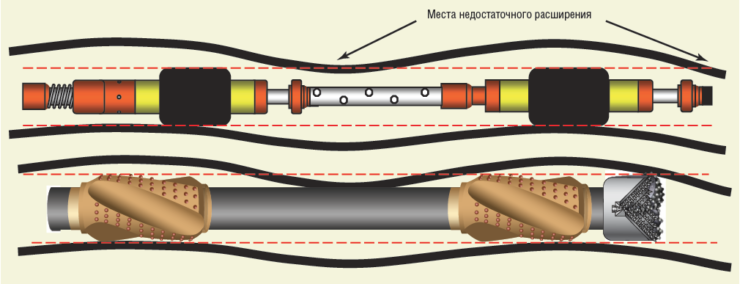 Рис. 5. Проработка ствола жесткой «гантелеобразной» компоновкой
Рис. 5. Проработка ствола жесткой «гантелеобразной» компоновкой
МЕТОДЫ ПОДГОТОВКИ СТВОЛА
Проблему формирования ствола скважины с эффективным диаметром в процессе бурения удалось решить с помощью использования жесткой компоновки, состоявшей из долота PDC диаметром 123,8 мм с боковым оребрением, высокомоментного гидравлического двигателя NOV-95 производства National Oilwell Varco с корпусным центратором диаметром 118 мм на шпинделе и центратором 116 мм, установленным над двигателем. Данная компоновка позволяла формировать ствол с эффективным диаметром 121 мм при диаметре эластомера 115 мм. При проверке проходимости ствола шаблоном, состоявшим из обсадных труб (длиной 47 м и диаметром 102 мм) с центраторами 122 мм, компоновка беспрепятственно дошла до забоя (рис. 6).
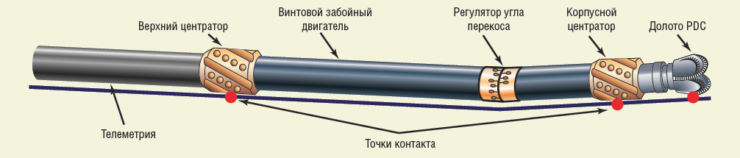 Рис. 6. Обеспечение эффективного диаметра скважины
Рис. 6. Обеспечение эффективного диаметра скважины
Последующие работы по применению долот PDC с боковым оребрением и ГЗД с центраторами позволили отказаться от калибровки горизонтального ствола «гантелеобразными» калибраторами и шаблонировки.
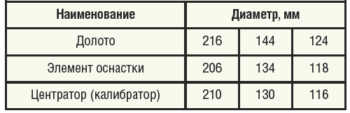 Таблица 1. Предельно допустимый рабочий размер наддолотных центрирующих элементов
Таблица 1. Предельно допустимый рабочий размер наддолотных центрирующих элементов
Для сохранения устойчивости отклоняющей компоновки в заданном направлении при использовании корпусного центратора двигателя необходимо устанавливать над двигателем второй центратор такого же (или меньшего на 1-3 мм) диаметра. Предельно допустимые рабочие размеры наддолотных центрирующих элементов представлены в таблице.
Стоит отметить, что формирование эффективного диаметра – это важная, но не единственная составляющая успешного спуска хвостовика с пакерами. Не менее важным аспектом при подготовке горизонтального ствола к спуску оборудования оказывается также качество очистки ствола от выбуренной породы. А наличие шлама в стволе – это одна из причин некачественного цементирования и, как следствие, возникновения водопритока.
РЕКОМЕНДАЦИИ ПО ПОДГОТОВКЕ СТВОЛА
При бурении участков скважины с наклоном ствола более 50° необходимо использовать высокопроизводительные буровые насосы, обеспечивающие скорость потока в кольцевом пространстве не менее 1,2 м/с. При отсутствии технической возможности по обеспечению необходимой производительности насосов для повышения скорости потока в кольцевом пространстве на пологих и горизонтальных участках рекомендуется применять бурильные трубы максимально возможного диаметра.Для обеспечения эффективного выноса выбуренной породы при бурении пологих и горизонтальных участков скважины следует, во-первых, промывать скважину 1-1,5 цикла перед каждым наращиванием бурильной колонны. Во-вторых, расхаживать и вращать бурильную колонну при промывках со скоростью 80-100 об/мин, а при наличии в составе бурильной колонны телесистемы – ограничить вращение согласно ее паспортным данным 30 об/мин. В-третьих, при необходимости можно увеличить продолжительность промывки, прокачать вязкоупругие пачки, провести дополнительные очистительные рейсы для проработки ствола скважины роторной компоновкой (рис. 7).
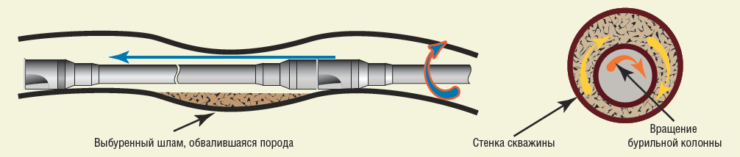 Рис. 7. Эффективность вращения колонны во время подготовки ствола скважины к спуску хвостовика
Рис. 7. Эффективность вращения колонны во время подготовки ствола скважины к спуску хвостовика
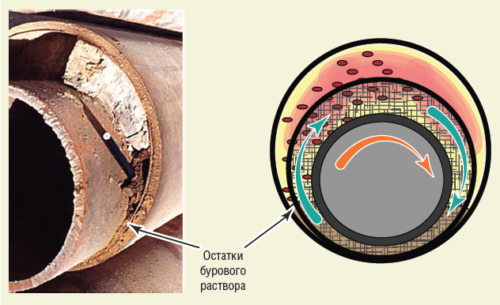 Рис. 8. Эффективность вращения хвостовика при цементировании
Рис. 8. Эффективность вращения хвостовика при цементировании
Вращение колонны в горизонтальном стволе нужно поддерживать не только во время бурения. В случае спуска цементируемого хвостовика целесообразно использование специального отцепного устройства, позволяющего вращать хвостовик во время спуска и цементирования, что дополнительно повысит качество крепления ствола. Вращение позволяет поднимать глинистый раствор с нижней стенки ствола в зону потока и производить более качественное замещение бурового раствора цементным (рис. 8).
Проведение такой операции требует выполнения ряда технических условий, включая наличие высокомоментой подвески хвостовика, обсадной трубы с упорной резьбой и верхнего привода с возможностью заданного ограничения момента вращения.
В практическом отношении представленные выше технические и технологические мероприятия по подготовке горизонтальных стволов к спуску хвостовиков, безусловно, требуют большей детализации и индивидуального подхода в каждом из случаев в зависимости от конструкции горизонтальной скважины.
Показать выдержки из обсуждения
ВЫДЕРЖКИ ИЗ ОБСУЖДЕНИЯ
Вопрос: Артур Равильевич, скажите, пожалуйста, зачем вы использовали дорогостоящий двигатель иностранного производства? Можно ведь было просто поменять центраторы и калибраторы и использовать отечественные ГЗД.
Артур Ибрагимов:
Другие статьи с тегами: Направленное бурение